
A:原料
三好蒲鉾は国産の鮮魚にこだわっています。
主原料は鮮魚「エソ」です。
骨が多く一般に出回っている魚ではないけれど、新鮮なものであればお刺身にもなるお魚です。
お刺身で食せるほど新鮮な国産「エソ」(蒲鉾を作るのに最も適した魚)を自社で加工して使用しています。
「エソ」は、クセの無い淡白な味で、歯応えがしっかりしているのが特徴です。
萩かまぼこ(エソ100%かまぼこ)以外は、旬の魚種(レンコダイやグチ等)をブレンドして作っています。

三好蒲鉾は国産の鮮魚にこだわっています。
主原料は鮮魚「エソ」です。
骨が多く一般に出回っている魚ではないけれど、新鮮なものであればお刺身にもなるお魚です。
お刺身で食せるほど新鮮な国産「エソ」(蒲鉾を作るのに最も適した魚)を自社で加工して使用しています。
「エソ」は、クセの無い淡白な味で、歯応えがしっかりしているのが特徴です。
萩かまぼこ(エソ100%かまぼこ)以外は、旬の魚種(レンコダイやグチ等)をブレンドして作っています。

頭と内臓を取り除きます。

下処理された「エソ」や「その他旬の魚」の ぬめりや汚れを取り除く為に、魚洗機で洗います。

採肉機にかけて、皮と骨を取り除き、身だけにする。

蒲鉾に弾力を持たせる為に必要な工程です。
魚の風味とうまみを残すために必要以上の水晒しは、行いません。
水晒しタンクを使用。
採肉機にかけた身に対して5~6倍の冷水を加えて撹拌し、身に含まれる血や水溶性タンパク質等を除去します。

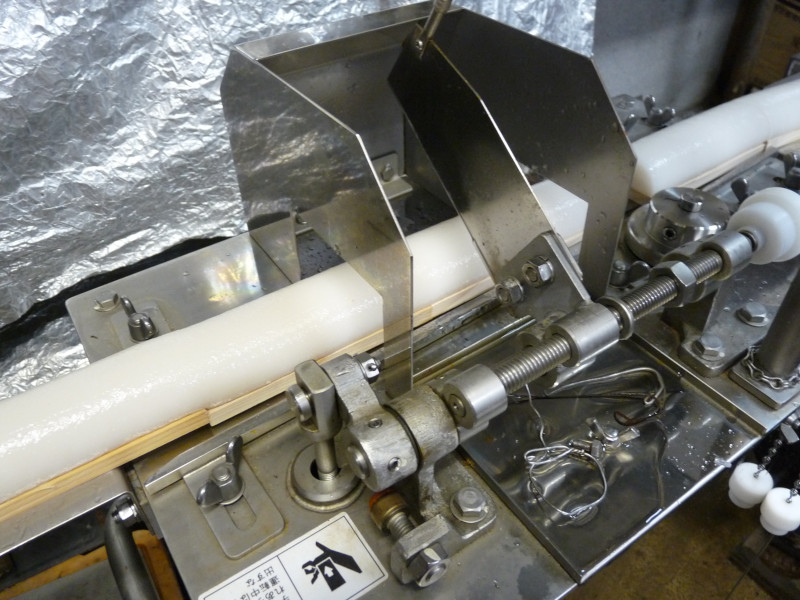
水晒しが終った魚肉の余分な水分をロータリースクリーンという水切ラインユニットを使用して脱水を行います。
※少量の場合は、袋搾りで脱水を行います。
脱水後の水分量は75~80%を目安とし、魚の身の絞り具合が大切です。

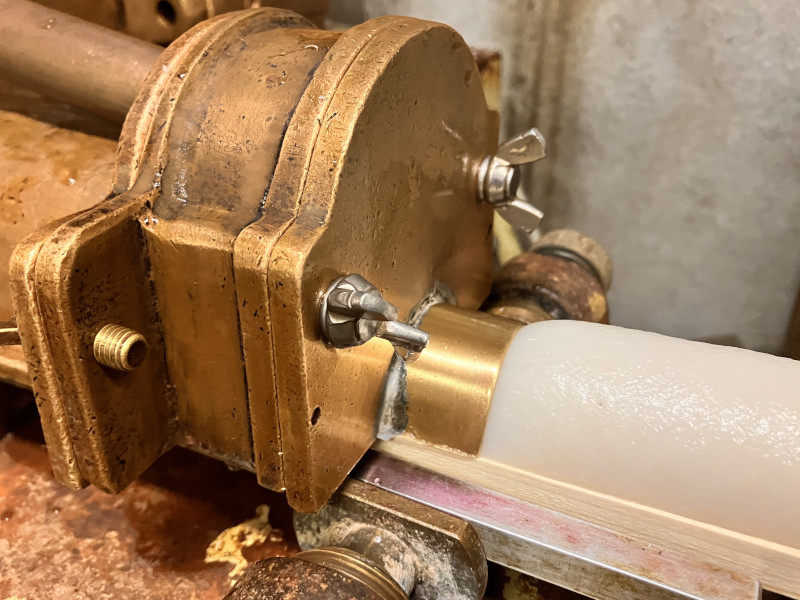
ここまでの作業では、まだ魚の身の中に小骨やウロコなどがいくらか残っていますので、機械にかけてミンチにします。
ウロコなどの堅くミンチ出来ないものは機械の途中に残るので、取り除くことができます。
ミンチにすることで魚の身(繊維)を切り、きめ細かくします。

(撹拌させる為に、杵を取り付ける部分に角度がついており、3本の杵の長さも違います。
杵と臼は、逆回転します。)
低温に保ちながら丁寧に擂ります。
粗擂り
肉挽き後の身だけ擂る。(氷を加え、温度の上昇を防ぎます。)
塩擂り
魚肉に対し2~3パーセントの天日塩を加えて擂る。
原料魚の状態により肉糊の状況が異なってくるので、擂潰時間や加水量等を調整して品質を安定させる。
(職人としての経験や勘が必要となる)。
本擂り
塩摺り後に副原料の調味料を加えて擂る。
蒲鉾板の上に成型機で形を整えます。
板の切れ目を機械が感知し切断して、蒲鉾の形となります。
蒲鉾板は、持ち運びに便利といった理由の他、
余分な水分を板が吸い取り、腐りにくくなるというメリットもあります。

板の上で成型されたかまぼこは速やかに坐りの工程に入ります。
低温で加熱する事でたんぱく質が深く熟成され、噛んだ時にぷりぷりの食感が生まれるのです。

山口県伝統の製法「やきぬき」
トータルの加熱時間は35-50分。
板の下から、遠火で板が反り返るほどじっくり焼き上げます。
板側からじっくり加熱することで肉温の上昇速度が遅くなり、高温坐りが起きて強い足が形成される。
気温や湿度、原料魚の肉質等により加熱時間、火力、蓋の有無等の調整を行う(職人としての経験や勘が必要となる)。
板面からじっくり加熱した後、肉面から数分間加熱する。

焼きたてを送風により冷却を行う。
冷めていく過程で身がキュッと引き締まり、表面に細かい「ちりめんじわ」が形成される。

機械包装後に手作業で帯ラベルをかける。
金属検出機に通したのち、10℃以下で保管する。